18832913660

立式车铣复合车削中心
该系列数控车床为通用型产品,品种规格齐全,可以实现轴类、盘类的内外圆柱面、锥面、端面、切槽、倒角及螺纹、镗孔、铰孔及各种曲线回转体的加工,广泛满足军工、汽车、航空、航天、电子等行业对大中小型零件的高效率加工需求。
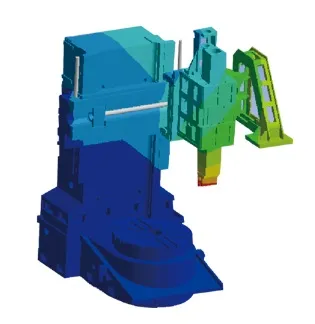
三维设计、科学布局、刚性优化。
高品质的铸件原材料。
铸件长期循环预投储备,释放铸件内应力。
所有铸件均进行热处理工艺。
粗加工、半精加工进行两次,充分释放铸件应力。
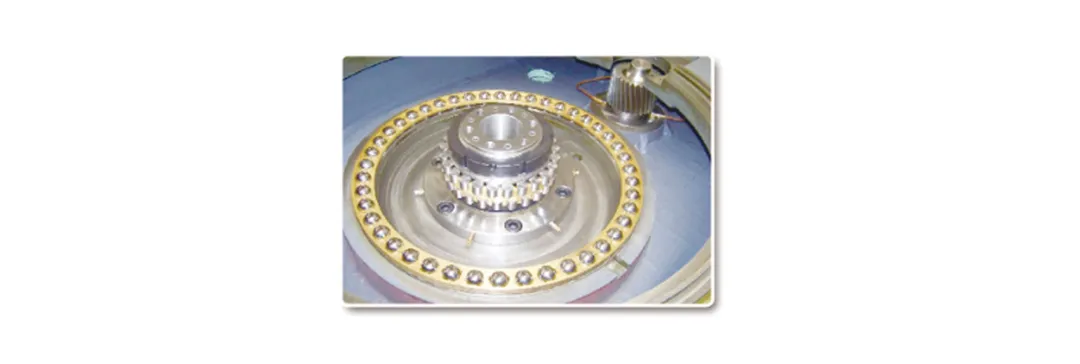
主轴
NN30重载轴承承重轴承:推力球重载轴承最大承重8吨。
提高机床承载力和机床精度,实现扭矩重切削能力。
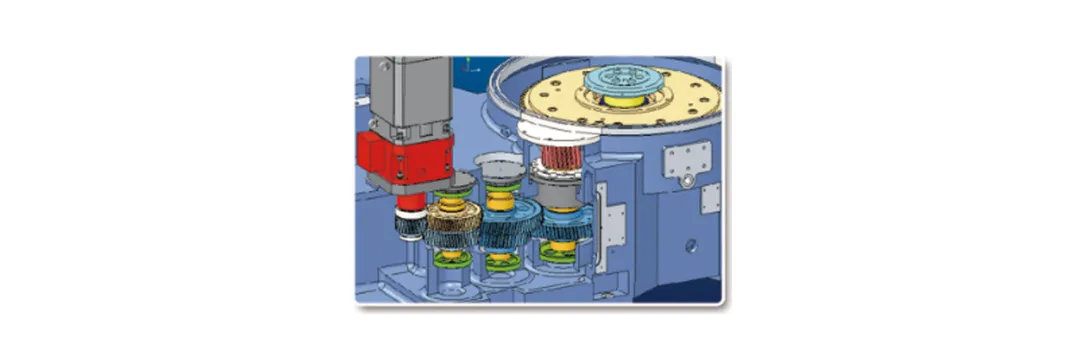
主传动
本机床采用西门子或发那科大功率主轴伺服电机与进口齿轮变速箱两档变速相结合,实现扭矩重切削的能力。
滑枕
滑枕采用德国原装进口高强度合金钢锻造而成,经精密研磨加工,导轨面超音频淬火处理及高精度导轨磨床加工,采用正方形截面,比铸造滑枕刚性提高30%以上。
深孔加工
高刚性的方形滑枕更适合深孔内的加工滑枕加工深孔直径Φ350。

刀库
标配台湾12工位和选配16工位,BT50高可靠性自动刀库,可就近换刀,刀具重量50kg,刀库载荷560kg,可满足各种加工需求。

C轴高精度分度
高精度伺服电机,配合高精度台湾齿轮,光栅反馈,双齿消隙,提供高精确分度,C轴定位精度可达5个角秒,并可连续加工多角形和凸轮形状。将车床和加工中心完美结合。
立柱
立柱采用高级米汉纳铸铁制造工艺,经二次退火处理,消除内应力,并确保长期精度。
立柱座落于底座上,连接刚度高,避免了地基对立柱的影响。
立柱两导轨间距宽,内部三角形筋板设计,减少重切削时的变形。
横梁
横梁可以任意上下移动,高人性化的操作方式,在位置调整完后,以四只超强夹紧力的液压油缸自动进行夹紧,确保机床的加工精度。

滚珠丝杠
标配导轨丝杠副进口滚柱式滚动导轨,承载大,精度高高速静音滚珠螺杆具有完善的热抑制功能与高可靠度结构。

车刀座
采用BT50刀柄强力拉紧,台湾进口鼠牙盘定位,中心出水,在加工过程中保证大扭矩切削和刀具冷却。
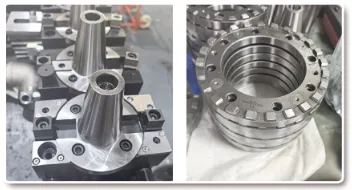
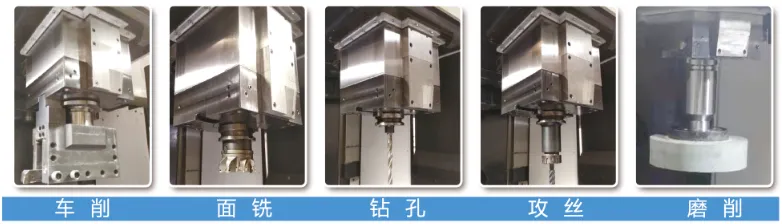
高扭矩动力主轴输出配合C轴联动,可实现车削、铣削、镗削、钻削、磨削和攻丝等复合加工,可使工件一次性加工成型,提高精度,提升效率。
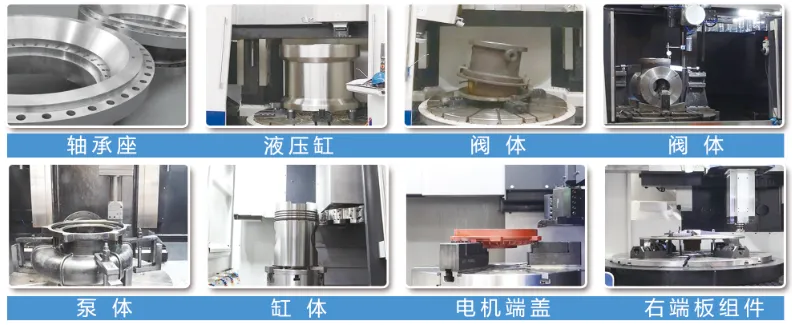
加工实例
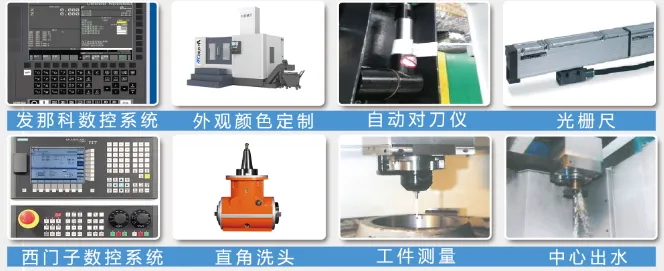
可选配置
VL800ATC/M-VL3000ATC/M系列技术参数
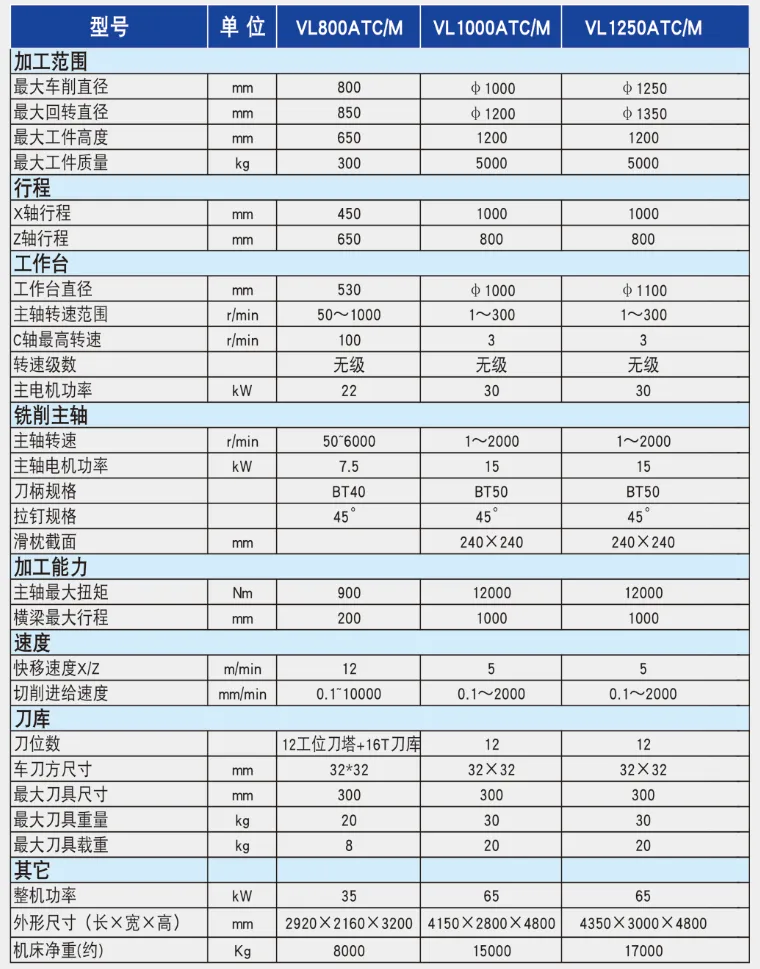
VL800ATC/M-VL3000ATC/M系列技术参数
立式车铣复合车削中心
该系列数控车床为通用型产品,品种规格齐全,可以实现轴类、盘类的内外圆柱面、锥面、端面、切槽、倒角及螺纹、镗孔、铰孔及各种曲线回转体的加工,广泛满足军工、汽车、航空、航天、电子等行业对大中小型零件的高效率加工需求。
三维设计、科学布局、刚性优化。
高品质的铸件原材料。
铸件长期循环预投储备,释放铸件内应力。
所有铸件均进行热处理工艺。
粗加工、半精加工进行两次,充分释放铸件应力。
主轴
NN30重载轴承承重轴承:推力球重载轴承最大承重8吨。
提高机床承载力和机床精度,实现扭矩重切削能力。
主传动
本机床采用西门子或发那科大功率主轴伺服电机与进口齿轮变速箱两档变速相结合,实现扭矩重切削的能力。
滑枕
滑枕采用德国原装进口高强度合金钢锻造而成,经精密研磨加工,导轨面超音频淬火处理及高精度导轨磨床加工,采用正方形截面,比铸造滑枕刚性提高30%以上。
深孔加工
高刚性的方形滑枕更适合深孔内的加工滑枕加工深孔直径Φ350。
刀库
标配台湾12工位和选配16工位,BT50高可靠性自动刀库,可就近换刀,刀具重量50kg,刀库载荷560kg,可满足各种加工需求。
C轴高精度分度
高精度伺服电机,配合高精度台湾齿轮,光栅反馈,双齿消隙,提供高精确分度,C轴定位精度可达5个角秒,并可连续加工多角形和凸轮形状。将车床和加工中心完美结合。
立柱
立柱采用高级米汉纳铸铁制造工艺,经二次退火处理,消除内应力,并确保长期精度。
立柱座落于底座上,连接刚度高,避免了地基对立柱的影响。
立柱两导轨间距宽,内部三角形筋板设计,减少重切削时的变形。
横梁
横梁可以任意上下移动,高人性化的操作方式,在位置调整完后,以四只超强夹紧力的液压油缸自动进行夹紧,确保机床的加工精度。
滚珠丝杠
标配导轨丝杠副进口滚柱式滚动导轨,承载大,精度高高速静音滚珠螺杆具有完善的热抑制功能与高可靠度结构。
车刀座
采用BT50刀柄强力拉紧,台湾进口鼠牙盘定位,中心出水,在加工过程中保证大扭矩切削和刀具冷却。
高扭矩动力主轴输出配合C轴联动,可实现车削、铣削、镗削、钻削、磨削和攻丝等复合加工,可使工件一次性加工成型,提高精度,提升效率。
加工实例
可选配置
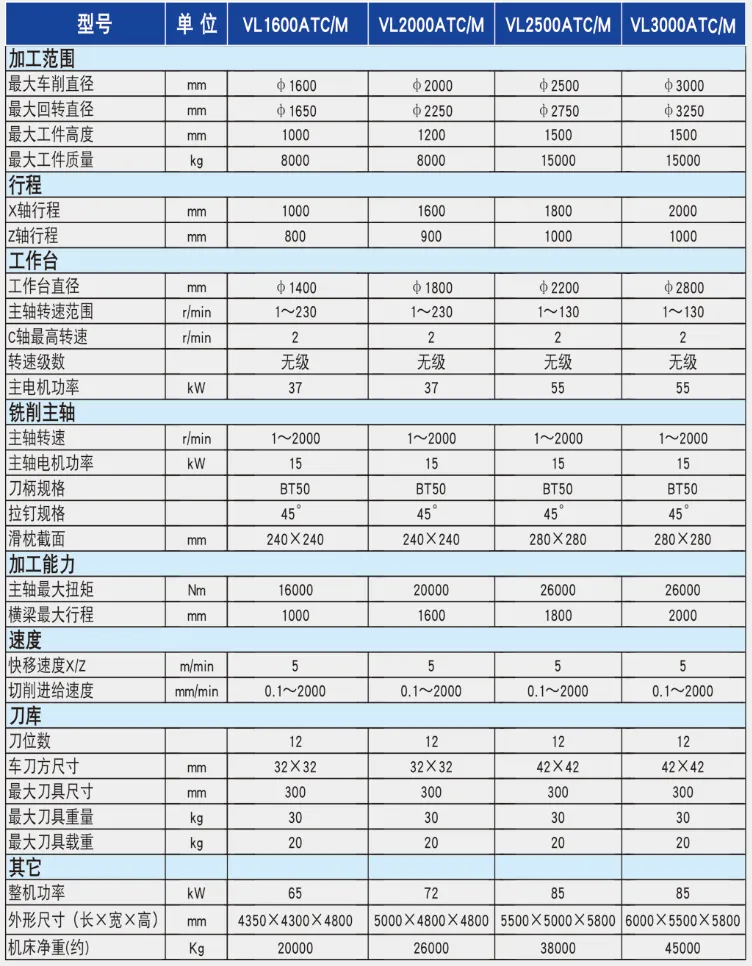
VL800ATC/M-VL3000ATC/M系列技术参数
VL800ATC/M-VL3000ATC/M系列技术参数



